In the production of soda and soft drinks, liquid sugar and sweeteners are frequently used to flavor products, though little is done to disinfect this liquid prior to its use. Throughout the past 30 years, UV light has emerged as a reliable disinfectant agent to inactivate harmful pathogens and microbial contaminants.
While UV is an effective disinfectant, sugar syrups provide a unique challenge to conventional UV treatment systems. With a high absorption in the UV spectrum, conventional systems give a low UV Transmissivity and traces of color can impact the optical clarity even further. For this reason, higher UV doses are required due to the resistant nature of the microorganisms to be treated.
Benefits of UV disinfection
UV light provides effective inactivation of microorganisms such as bacteria, viruses, molds, and other pathogens without the use of chemicals. UV light works by causing damage to the DNA or RNA found in microbial contaminants, such as Cryptosporidium or E. Coli, which are then unable to replicate and soon die. UV disinfection has many advantages, including that it requires no toxic or corrosive chemicals for disinfection, it’s effective at inactivating a wide range of microorganisms including chlorine-tolerant pathogens such as Cryptosporidium, and no storage is needed.
Unique needs for UV disinfection of syrups
UV disinfection of sugar syrups is not the same as UV disinfection of water. Sugar syrups have a very high absorption in the UV Spectrum which means that they are not as transparent as water and therefore have a very low UV Transmissivity. Because these syrups also contain traces of color, their UV clarity is impacted even more. Sugar syrups have a UV Transmissivity of 20-30%, with some syrups, especially if they have a yellow tint, as low as 15%.
UV Disinfection systems designed for general applications contain large gaps of 3-10 centimeters between quartz sleeves and UV reactor wall which will allow untreated zones for the sugar syrup to pass through, rendering the UV treatment ineffective. For UV to be effective for treating sugar syrups, there must be an extremely small gap, ideally less than 10 millimeters, between the quartz sleeve and UV reactor.
UV systems must also be designed to operate at elevated temperatures as sugar syrups are often heated to. Sugar syrups may also require higher doses of UV light treatment due to the more resistant nature of the micro‐organisms they contain. While UV treatment for sugar syrups is highly effective, the UV system used must be designed specifically for this application to achieve desired results and must have the features and control interfaces to correctly integrate into the wider production processes.
Introducing the most powerful UV system for sugar syrup disinfection
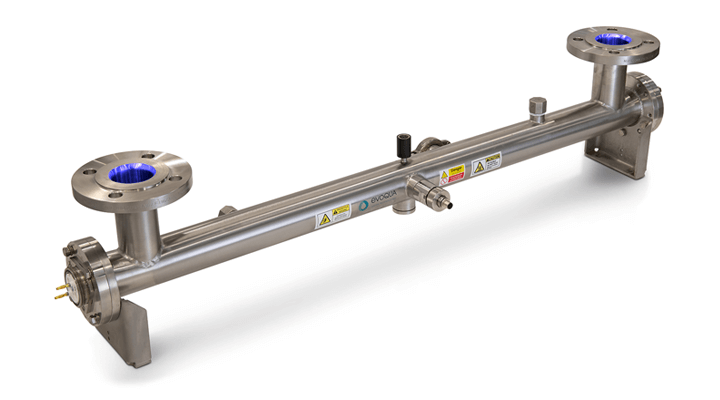
ETS-UVTM has engineered the VXM UV Systems to overcome the requirements for specialized industrial applications such as sugar syrup utilizing the latest in thin film quartz and polychromatic lamp technology with specially designed UV chambers for effective UV dose distribution of solutions up to 69Brix and at high temperatures.
Using specialized high power medium pressure UV lamps, the VXM-180-3 provides the required power in a single lamp to effectively treat the sugar syrup, meanwhile, the system is unaffected by the higher temperature of liquid sugars. The VXM-180-3 ‘thin film’ design, where the distance between the UV lamp and the wall of the UV reactor has a maximum gap of just 7 millimeters, is also crucial to any system treating liquid sugar. The powerful nature of the VXM-180-3 system enables effective disinfectant best achieved with a single lamp system.
VXM-180-3
The Spectra 3 control system is paired with the VXM-180-3 lamps to provide a sophisticated microprocessor designed for control flexibility and system integration. The Spectra 3 allows full integration into production process lines, and is essential for applications of this type, with a range of user-selectable analog and digital inputs/outputs, combined with Modbus® capability. The Spectra 3 also provides a data logging facility for quality records and monitoring. The Spectra controller continually logs data providing detailed information on UV intensity, flow, faults and more. Data can be viewed remotely and is exportable to .CSV formats for creating reports and working with the data. The data provided through the Controller can be used to analyze trends and modify operations to maximize efficiency. Data logs can also be used to help troubleshoot by identifying operating issues.
Key system features and benefits:
- Thin film design
- Polychromatic lamps
- Variable power electronic power supplies for improved control and power saving
- TwistlokTM lamp connectors for safe, reliable and easy maintenance
- Microprocessor control for improved integration into factory process control, vital in sugar syrup installations.
ETS-UVTM has a tremendous track record of success in UV deployments and is a trusted provider of UV for specialty applications, including the disinfection of sugar syrups. Learn more about VXM-180-3 lamps designed for superior disinfection of liquids with ultra-low UV Transmissivity.
Evoqua UV disinfection generator systems undergo third-party validation testing in accordance with the UVDGM (USEPA, 2006). Validated products are tested to confirm a minimum inactivation equivalent of 3 log (99.9%) for microorganisms in accordance with NSF/ANSI 50 and the UVDGM. Performance is not claimed nor implied for any product not yet validated; unvalidated products use single point summation calculations to provide delivered dose recommendations. Performance limitations depend on feed conditions, overall installed system design, and operation and maintenance processes; please refer to Operations Manuals. For more information: Contactus@evoqua.com
All trademarks are those of their respective owners.